English
English 中文简体
中文简体 Español
Español
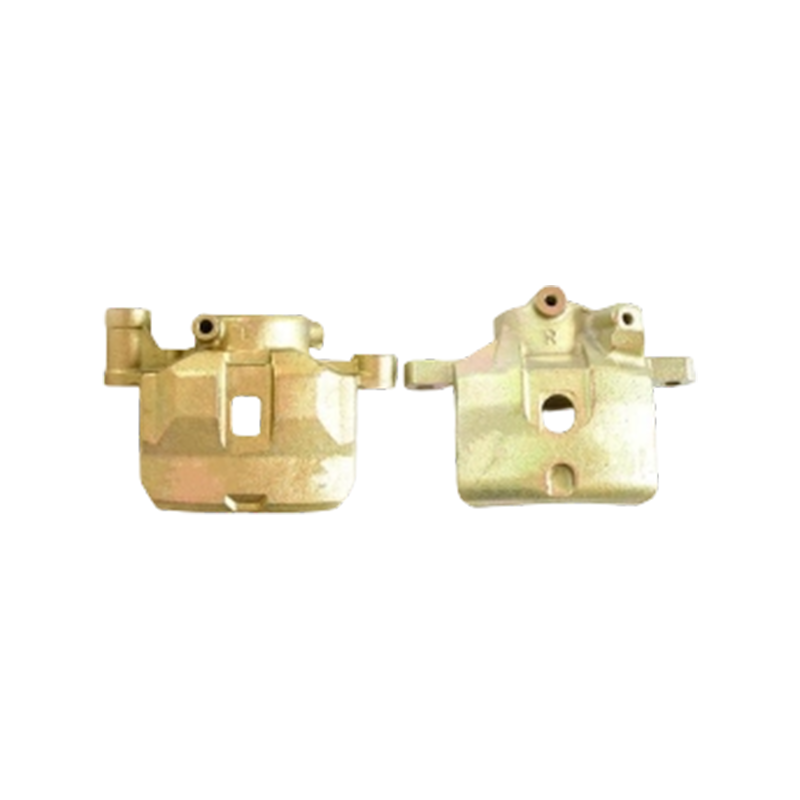
制动器钳体毛坯是盘式制动器卡钳的结构基石,采用粘土砂砂型铸造工艺成型。作为卡钳的初始形态,该毛坯通过精确的型砂比例与金属液态成型技术,确保了内部组织的致密性。毛坯在交付后需经过车削、铣削、钻孔及镗孔等精加工工序,以形成安装活塞、导向销及刹车片的精密结构。其物理性能直接关联制动系统的安全裕度,是保障整车制动强度、结构刚性与抗疲劳寿命的核心部件。
核心优势
尺寸稳定性:粘土砂工艺提供稳定的收缩率控制,降低后续机加工的余量误差。
材质一致性:严格执行QT500-7/QT450-10标准,确保铁素体与珠光体比例符合力学要求。
成本效益:适用于大批量自动化生产,在满足汽车级强度要求的同时,有效降低单体生产成本。
组织性能:砂型铸造冷却速度均匀,减少了毛坯内部的铸造应力及缩孔缺陷。
技术特性
材质等级:球墨铸铁QT500-7(高强度型)、QT450-10(高韧性型)。
工艺类型:自动线粘土湿型砂铸造。
表面质量:抛丸处理符合行业粗糙度标准,便于后期涂装或防锈处理。
检测标准:涵盖金相分析、拉伸试验、硬度测试及超声波探伤。
应用场景
该产品广泛应用于多种车型的制动系统配套,包括:
商用车与载重货车:提供重载下所需的结构抗压强度。
重型卡车:满足极端制动工况下的热稳定性与刚性。
乘用车(SUV/家用轿车):兼顾轻量化趋势与高响应强度的设计需求。
常见技术问题与解决方案
缩松缺陷:通过模流分析优化浇冒口系统,确保凝固过程中的金属液补缩。
硬度不均:严格控制碳当量及球化处理时间,消除白口组织,提升机加工切削性能。
尺寸偏差:采用高精度模板与自动化造型设备,降低人为操作引起的型位公差。