English
English 中文简体
中文简体 Español
Español
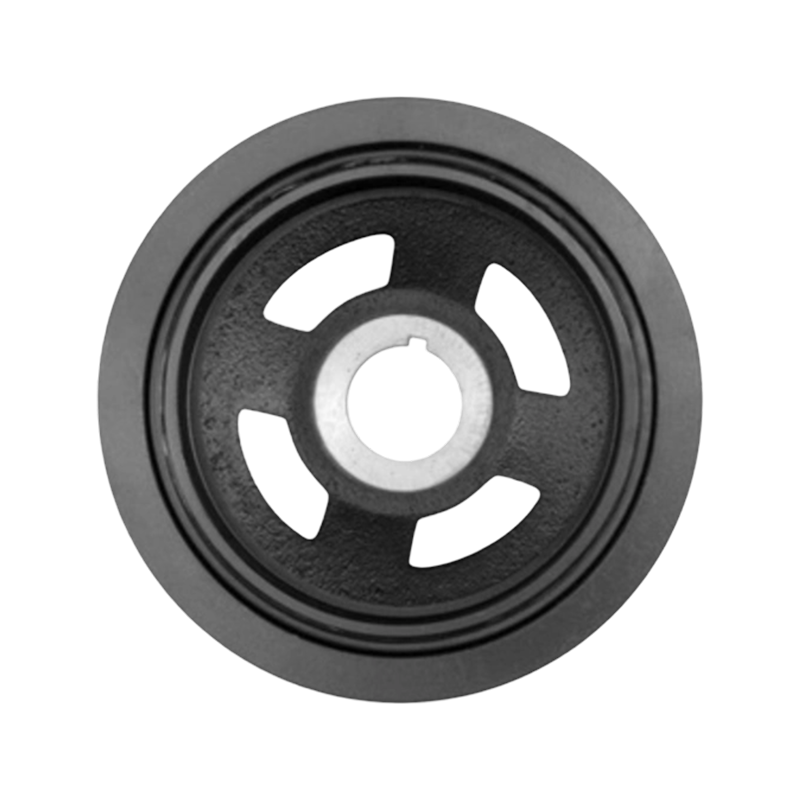

曲轴减震皮带轮轮毂毛坯是发动机传动系统的核心基础组件,承担着连接曲轴与皮带轮的关键职能。该毛坯采用粘土砂砂型铸造工艺(Green Sand Casting)生产,选用HT250灰铸铁材质。经过后续精密加工,毛坯将形成与曲轴输出端匹配的安装孔及定位键槽。其结构设计旨在确保皮带轮与曲轴在高速运转下的同步性,通过物理连接消除打滑现象并控制偏心量,为整体减震皮带轮提供稳定的支撑基座。
核心优势
尺寸稳定性:HT250 材质具备较低的缺口敏感性,在复杂交变载荷下能保持安装孔的形位公差。
吸振特性:灰铸铁内部的片状石墨结构可吸收发动机运转时的部分扭转振动,减轻传动系统负担。
加工性能:毛坯组织均匀,硬度分布在180-240 HB之间,有利于提高后期CNC精加工的刀具寿命。
产品特性
材质标准:符合GB/T 9439 HT250 (等效北美ASTM A48 Class 35)。
工艺精度:采用粘土湿型砂自动生产线,确保毛坯表面平整度及壁厚均匀性。
金相组织:珠光体含量高,确保毛坯在承受高转速扭矩时具有足够的强度。
应用场景
本产品广泛应用于各类内燃机动力系统,包括:
商务车:提供长效的传动平稳性。
重型卡车及物流车辆:应对大排量发动机的高扭矩输出需求。
工程机械引擎:在高负载工况下确保动力传输的可靠性。
常见技术问题与解决方案
问题:铸件内部可能存在气孔,影响后续加工键槽的强度。
方案:我们通过控制粘土砂的水分含量及优化浇注系统排气设计,将铸造缺陷降至最低。
问题:材质硬度不均导致加工偏心。
方案:采用恒温浇注工艺,确保金相组织转变的一致性,从而获得均匀的切削性能。